如何修復最常見的 3D 列印錯誤
- 列印專門店 瑞思3D
- 2024年8月19日
- 讀畢需時 6 分鐘
Tomáš Chvalina
April 27. 2018
3D 列印正迅速成為一種廣泛使用且使用者友好的技術。儘管如此,有些使用者(尤其是初學者)有時會在列印過程中遇到各種困難。此類問題通常是由於配置不當或偶然事故引起的。
我們編制了一份清單,列出了理論上您在使用 3D 列印機時可能會遇到的五個或多或少常見問題。另外,我們也提供瞭如何解決這些問題或完全防止它們發生的有用提示。

第一層不黏在列印表面
這是迄今為止最常見的 3D 列印問題,也可能是您可能遇到的第一個問題。第一層是至關重要的,因為它是列印物件的基礎。因此,如果不完美,列印失敗的可能性就會增加。
當第一層不完美時會發生什麼?大多數時候您將無法啟動列印過程,或者列印的物件可能會不斷地從列印表面脫落。
使第一層黏:
第一層的正確校準– 首先,您必須執行第一層校準。一旦您對結果感到滿意,就可以開始列印。稍後,當印表機建立最初的三層時,您可以透過即時調整 Z 選項對噴嘴高度進行小幅調整。只需按下旋鈕並轉到“即時調整 Z”。如果您不確定第一層的正確外觀,請查看上面的照片。
準備列印表面– 保持表面無油脂。否則,您的第一層將難以黏附在列印床上。在開始使用 ABS、PLA 和許多其他材料進行任何列印之前,只需使用IPA 90%+將列印表面擦拭乾淨即可。此外,當列印件不再沾黏時,您應該不時使用 丙酮 ,但不要每天使用。 PETG 是一個例外,因此在使用這種材料列印時請勿使用 IPA 90%+和丙酮 。對於 PETG,我們建議使用分離劑(例如膠棒)。有關如何準備印刷表面的完整指南,請參閱 PEI 印刷表面準備
使用正確的列印溫度– 確保使用正確的噴嘴,尤其是正確的熱床溫度。如果您正在嘗試黏合效果不佳的新材料,您可以嘗試將加熱床溫度提高 5-10 ° C。
降低列印速度- 如果上述所有方法都失敗,請嘗試降低列印速度。最簡單的方法是在列印過程中旋轉旋鈕。逆時針=降低速度,順時針=增加速度。我們建議前三層將速度降低至 75% 左右,然後恢復正常。
層轉換
層移位是一種錯誤,會導致某些層偏離其指定位置。它通常與軸的不當移動有關,導致擠出機頭在列印過程中未對準而沒有任何通知。換句話說,至少有一層沒有正確對齊。
您可能會在不同的軸移動中遇到層移位。要正確解決問題,診斷問題發生在哪個軸上至關重要。為了澄清這一點,請查看下面的照片,它演示了三種不同類型的圖層移位。兩個軸的故障排除本身是相同的。



防止發生層轉移:
檢查印表機的電源模式– 對於大於 200-300 克的物體,或具有複雜幾何形狀的物體,請在正常模式 下執行印表機。您可以在LCD 選單 – 設定 – 模式中變更電源模式。
檢查您的 X/Y 皮帶– 確保皮帶夠緊。皮帶應該夠緊,以便撥動時聽起來像低音音符。
檢查 X/Y 軸皮帶輪– 確保 馬達軸上的皮帶輪已固定,惰輪可以在另一端自由移動。滑輪鬆脫通常是樓梯層移位的主要原因。
確保沒有任何東西阻礙軸的運動– 確保軸承路徑中沒有障礙物,也沒有任何可能因先前列印而造成的浪費卡在皮帶周圍(通常是 Y 軸滑輪周圍)。您可以在本文中閱讀有關一般印表機維護的更多資訊。
難以列印的幾何形狀– 具有較大懸伸的物體通常更難列印。這些突出部分可能會在列印過程中變形並撞擊噴嘴。為了防止這種情況,您可以剪下物件(請參閱我們先前的一篇文章剪下 STL 模型)。您也可以嘗試提高列印風扇速度或增加 Slic3r PE 中的 Z 跳距離。這兩個設定都可以在我們的 Slic3r PE 中變更。耗材設定 – 冷卻中的列印風扇速度和 印表機設定 – 擠出機 1中的 Z 跳距離。
穿線
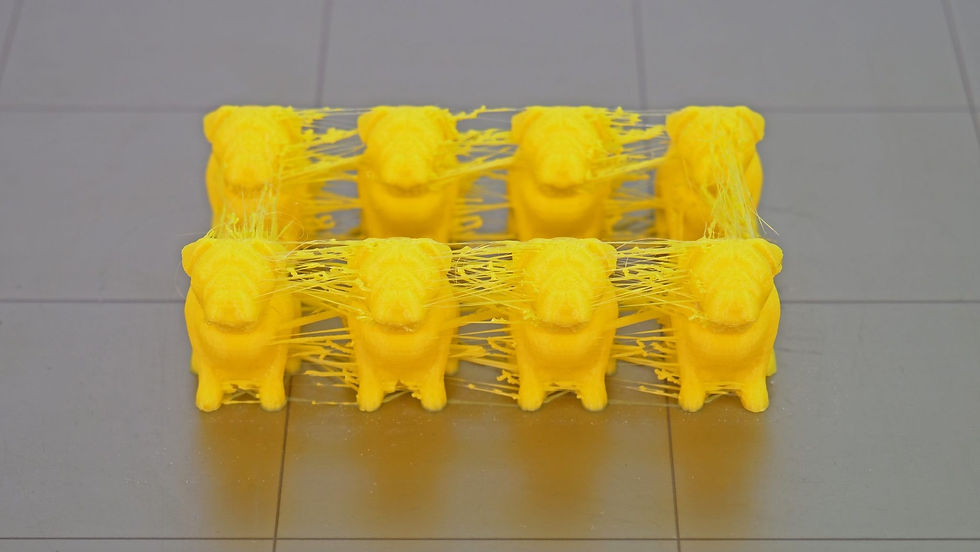
當您列印複雜物件(例如月亮城)或一次列印多個物件時,如果您的列印設定不準確,通常會出現拉絲現象。這可以被識別為留在物體後面或物體之間的塑膠邊緣線。換句話說,就是我們不喜歡看到的那種毛茸茸的塑膠。
請記住,即使採用完美的列印設置,某些耗材(例如PETG或柔性耗材)也可能是拉絲的。在下面的照片中,您可以看到拉線的極端情況。通常,拉絲現像不會那麼嚴重,但如果您遇到與照片中的物體類似的東西,請按照以下說明操作。
防止拉絲發生:
檢查拉緊螺栓- 在進行任何設定之前,請確保擠出機惰輪上的拉緊螺栓已正確擰緊,儘管這種情況並不常見。
使用正確的列印設定– 我們強烈建議使用 Slic3r PE 或 PrusaControl 中的預設設定。但是,如果您使用自己的設定進行列印,請確保正確設定了縮回設定。回縮設定可在印表機設定 – 擠出機 1中的 Slic3r PE 中找到。
嘗試降低噴嘴溫度- 降低溫度可以最大限度地減少串。因此,可以嘗試將溫度降低5-10 ° C。
不用麻煩,用熱風槍就可以了! – 如果您不想調整任何設置,那麼還有一個替代方案。您可以使用熱風槍(或可能使用打火機)去除琴弦。只需將其設定為 200 ° C 左右,然後瞄準琴弦一兩秒鐘即可。這會熔化繩子,並且列印的物體應該保持完好無損。
炒米粉怪物
儘管這個打印錯誤的名字聽起來很酷,但這就是它唯一的好處。它通常發生在大部分列印完成後。
如上所述,一旦第一層不完美,任何類型的列印失敗的可能性就會增加。所謂的炒米粉怪物就是一個完美的例子。通常發生的情況是,列印的物體在列印過程中從列印床上分離,並且剩餘的層停止粘附到物體上。此問題的另一個常見根源可能是 STL 物件內的錯誤。

如何防止炒米粉怪物出現:
檢查第一層- 只需確保第一層正確黏附到整個列印表面即可。可以參考前面提到的「第一 層不黏」 章節。
檢查物件是否有錯誤– 始終在Slic3r PE 的預覽中檢查產生的 G 程式碼。如果您發現任何間隙或損壞的幾何體,您可以自行修復 STL 對象,也可以使用我們先前的指南之一,其中我們展示瞭如何修復損壞的 3D 對象。
嘗試提高床溫- 如果您已經遇到此錯誤,請嘗試重新運行列印並將床溫提高 5 ° C。您不必重新切片物件並準備新的 G 程式碼。只要開始列印,進入LCD 選單 – 調諧 – 床。
擠出機斑點
擠出機斑點是 3D 列印機可能遇到的最嚴重的列印問題之一。與義大利麵條怪物不同,此問題發生在印刷過程的早期,通常是在印刷的最初 5 分鐘內。第一層脫落並覆蓋噴嘴,而擠出機不斷擠出,斑點不斷增大,導致印表機無法運作。
別擔心,要防止這種情況發生真的很容易。然而,發生後要清除它是相當棘手的。為了讓您更輕鬆,我們準備了一個簡短的視頻,向您展示如何刪除它。
如何防止擠出機出現斑點:
檢查第一層- 由於在大多數情況下,不正確的第一層是擠出機斑點的來源,因此請 100% 確保第一層正確粘附到整個打印表面。可以參考上面的「第一層不黏」。
監視列印 5-10 分鐘– 讓印表機運作 10 分鐘並檢查進度。我們建議每次都這樣做。如果發現任何問題,請重新啟動列印。如果一切看起來都運作正常,那麼您可以讓印表機完成工作。在最初 10 分鐘後,您的印表機不太可能產生擠出機斑點。
文章來源: https://www.prusa3d.com/
Comments